


The battery enclosure is a central element of a battery-electric automobile. Welding its varied elements presents particular challenges for the welding expertise used. Scansonic now provides the ALO4 sequence of laser welding optics, offering appropriate options for every of those duties. Mixed with obtainable laser beam sources and a wire feeder, a complete system for laser beam welding on this essential utility space is now obtainable.
Despite the fact that the automotive business is at present present process structural adjustments, it’s sure that the way forward for passenger vehicles will likely be battery-electric. The precise timeline for this transformation stays open, however all producers are already persistently aligning their mannequin ranges in direction of electromobility. This shift has far-reaching implications for manufacturing: whereas conventional areas corresponding to engine and transmission manufacturing are shedding significance, new necessities are coming into focus. One of many central challenges is establishing appropriate manufacturing applied sciences for sequence manufacturing. The manufacturing of the battery enclosure is especially within the highlight, contemplating the traditional parameters of business mass manufacturing: cycle time, high quality, and price.
Complicated Battery Enclosures
The lithium-ion batteries utilized in electrical automobiles are mechanically delicate and should be reliably protected towards impacts, excessive temperatures, and moisture. Accordingly, excessive calls for are positioned on the battery enclosure: it should be sealed, have excessive rigidity, and embody buildings for cooling the cells. On the similar time, low weight and economical manufacturing prices are important. In most automobile ideas, the battery pack is built-in into the automobile flooring, reducing the middle of gravity and rising passive safety within the occasion of an accident.
In sequence manufacturing, most OEMs depend on battery enclosures manufactured from aluminum. The decrease weight in comparison with metal has a direct optimistic affect on vary. Aluminum-magnesium-silicon alloys of the 6000 sequence are sometimes used, as they provide a superb weight-to-strength ratio. Nonetheless, a selected problem arises from their elevated tendency to kind sizzling cracks – a side that locations particular calls for on the welding course of.
Along with the fabric, the geometry of the battery enclosure additionally locations excessive calls for: various kinds of weld seams corresponding to fillet welds, butt welds, and T-joints should be reproducibly joined with top quality. Overlap joints can have gaps as a consequence of manufacturing tolerances that should be reliably bridged throughout the welding course of.
Challenges of Laser Welding
For the weld seams required within the battery enclosure, laser welding provides decisive benefits over standard strategies. It permits excessive processing speeds with exact power enter – relying on the applying, the welding velocity might be about twice as excessive as arc welding. The low warmth enter additionally considerably reduces the chance of deformation of the element throughout the becoming a member of course of.
Regardless of these benefits, many producers have to this point hesitated to make use of laser expertise persistently, as appropriate optics weren’t obtainable for all becoming a member of factors. A mix of laser and arc welding inside the similar manufacturing facility typically appears impractical for mass manufacturing.
Appropriate Laser Welding Optics for All Necessities
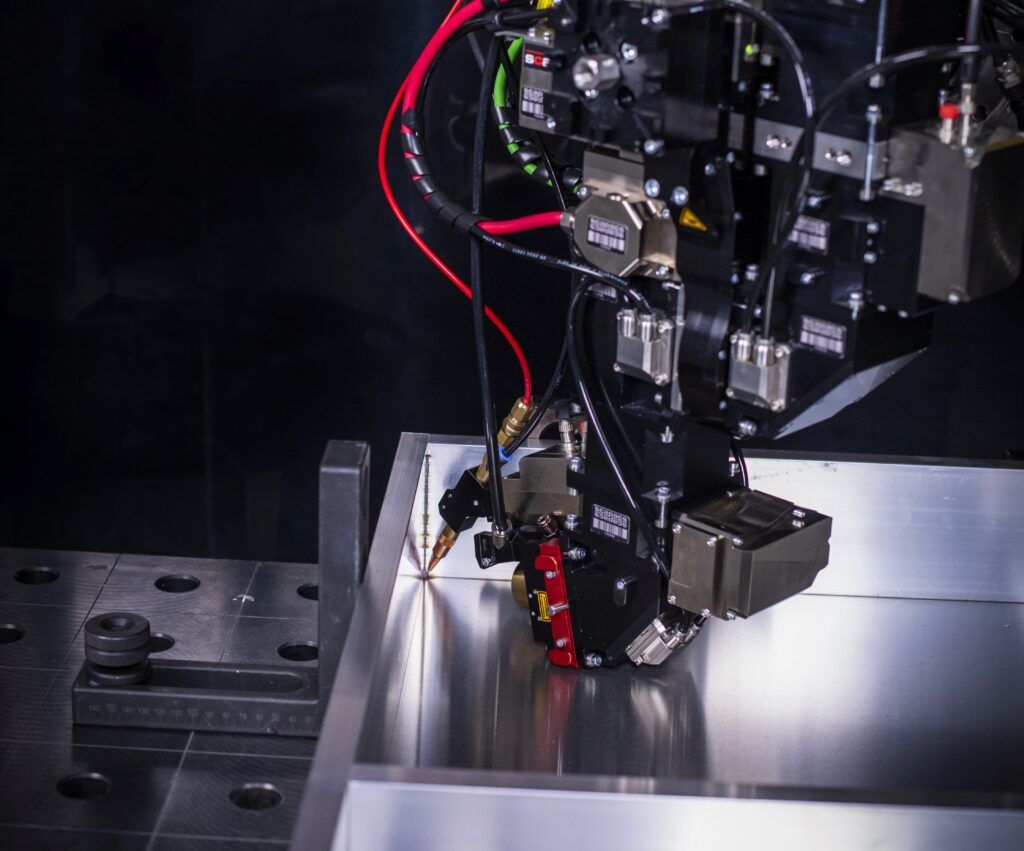
Scansonic, a number one producer of laser processing optics for 25 years, has particularly developed its established ALO4 to fulfill the necessities within the battery enclosure sector. The ensuing household of processing optics now covers all welding duties on this space. An extra wire is used within the course of. This not solely reinforces the seam but additionally ensures, with the so-called tactile seam monitoring, that the processing all the time takes place precisely on the fringe of the element.
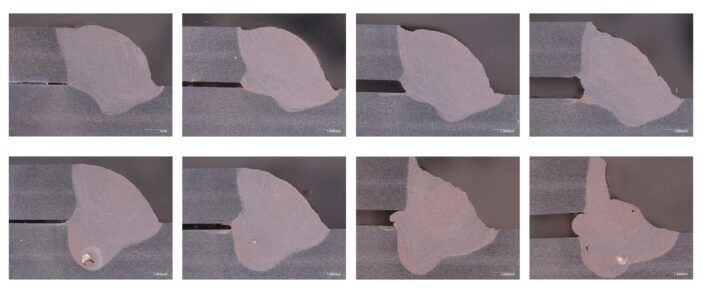
Particularly for hot-crack-prone aluminum alloys of the 6000 sequence, the extra wire provides an efficient method to course of stabilization, notably relating to the formation of sizzling cracks. Gaps as much as one-third of the thickness of the higher element might be reliably closed – the ensuing weld seams are steady and crack-free.
Even bigger tolerances might be bridged if the optic is moreover outfitted with beam oscillation. In growing the ALO4-O, the engineers utilized present know-how for each tactile and distant welding processes. The ALO4-O combines tactile seam monitoring with the laser beam oscillation of a distant optic. Two synchronized scanner axes allow oscillations of the laser beam as much as 1,000 Hz. Oscillation form, amplitude, and frequency are freely programmable. The method might be designed in order that materials from the higher element is melted and used along with the extra wire for hole filling – tolerances as much as 50 p.c of the fabric thickness might be compensated. The beam oscillation additionally provides important benefits for processing thicker sheets, such because the battery enclosure lid, because it achieves a large seam reference to a smaller laser beam focus. This implies much less warmth enter in comparison with a bigger spot with out oscillation.
Changes for Geometrically Demanding Joints
Some weld seams should be made contained in the battery enclosure – with correspondingly restricted accessibility for the software. The ALO4-L laser welding optic was developed for these functions. Its prolonged telescopic arm permits deeper penetration into the battery enclosure; the working distance is about 70 mm better than the opposite variants of the ALO4 household.
For vertical seams inside, the sequence was additionally expanded with the ALO4-F. This optic makes use of a 3rd deflection mirror that deflects the beam by 115°. This enables the vertical seams within the corners of the battery enclosure to be reliably reached and welded.
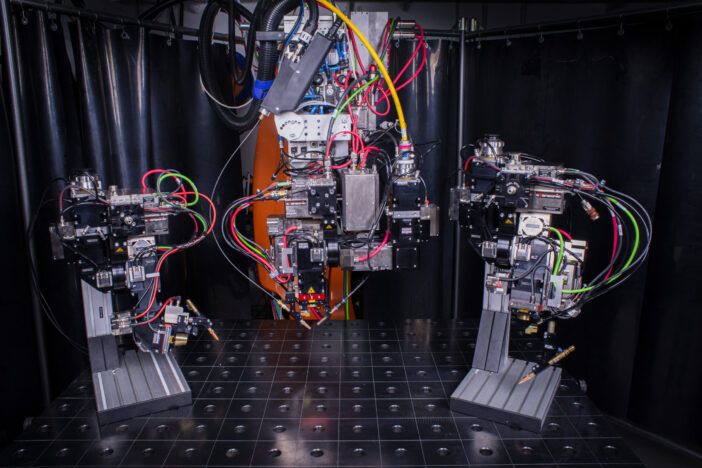
A Constantly Coordinated Full System
The coordinated use of the 4 ALO4 variants brings important benefits for manufacturing. The widespread management system routinely acknowledges which ALO4 optic is linked and adjusts the parameters accordingly. Upkeep and spare elements stock are additionally simplified by systematic standardization.
The processing optics are appropriate with all widespread laser sources available on the market. For even simpler integration, Scansonic provides all different system elements together – together with the wire feeder from Dinse and appropriate laser sources from Brightlight Laser Methods – from a single supply. The result’s an optimally coordinated full system with excessive course of reliability.
All variants of the ALO4 sequence can be found with the SCeye course of monitoring system developed by Scansonic. This totally paperwork the welding course of. AI-based algorithms detect pores and spatter that escape from the soften pool. Moreover, all related machine and course of parameters are repeatedly monitored – an necessary foundation for seamless high quality assurance in sequence manufacturing.